
Антиоксидантная маточная смесь
Антиоксидантный мастербатч — это добавка, используемая в переработке пластмасс для защиты полимеров от термического и окислительного разрушения как в процессе производства, так и на протяжении всего срока службы изделия. Он состоит из антиоксидантов, диспергированных в полимерной матрице-носителе, что позволяет легко внедрять его в различные пластиковые материалы. Антиоксиданты предотвращают разрушение полимеров, вызванное воздействием тепла, кислорода и механических нагрузок, которое может привести к хрупкости, обесцвечиванию и потере механических свойств.
Структура
Структура антиоксидантного мастербатча представляет собой комбинацию антиоксидантов, полимерного носителя и, в некоторых случаях, дополнительных стабилизаторов для повышения эффективности. Антиоксиданты, которые могут быть первичными (на основе фенолов) или вторичными (на основе фосфитов или тиоэфиров), работают, нейтрализуя свободные радикалы и разрушая перекиси, вызывающие деградацию полимеров. Эти активные вещества равномерно распределены в полимерной основе-носителе, подобранной с учетом совместимости с целевым полимером для обеспечения однородного смешивания при переработке. В качестве носителя чаще всего используются полиэтилен (PE), полипропилен (PP) или другие полимеры, соответствующие конкретному применению. В зависимости от области применения в состав также могут входить синергетические добавки, такие как УФ-стабилизаторы или технологические добавки, обеспечивающие комплексную защиту от термической и окислительной деградации. Выпускается в виде гранул или пеллет, что обеспечивает лёгкость введения в пластиковую композицию и способствует повышению стабильности и долговечности конечного изделия.
Свойства
Антиоксидантный мастербатч обладает рядом ключевых свойств, повышающих стабильность и долговечность пластмасс в процессе переработки и эксплуатации. Он обеспечивает отличную термостойкость, предотвращая разрушение полимеров при высоких температурах во время экструзии, литья под давлением и других производственных процессов. Также обладает высокой устойчивостью к окислению, защищая пластик от негативного воздействия кислорода, вызывающего обесцвечивание, хрупкость и ухудшение механических свойств. Совместим с различными полимерами, включая полиэтилен (PE), полипропилен (PP), поливинилхлорид (PVC) и акрилонитрилбутадиенстирол (ABS), что обеспечивает лёгкое диспергирование и равномерную защиту. Повышает эффективность переработки за счёт снижения колебаний вязкости расплава, предотвращения образования гелей и сохранения структуры материала. Наличие синергетических комбинаций первичных и вторичных антиоксидантов дополнительно усиливает эффективность, обеспечивая долговременную стабильность и стойкость к разрушению при тепловом, механическом или длительном воздействии окружающей среды.
Применение антиоксидантного мастербатча
• Упаковочная промышленность — увеличивает срок службы упаковки для продуктов и промышленных товаров, защищая от света и тепла.
• Автомобильная промышленность — защищает пластиковые детали от окислительной деградации при высоких температурах.
• Строительные материалы — сохраняет целостность труб, фитингов и утеплителей в сложных условиях окружающей среды.
• Электроника — повышает надёжность пластиковых компонентов в электронных и электрических устройствах.
• Потребительские товары — обеспечивает долговечность и качество изделий, таких как посуда, бытовая техника и мебель.
Преимущества антиоксидантного мастербатча
• Увеличивает срок службы полимеров — предотвращает термическое и окислительное разрушение, увеличивая долговечность продукции.
• Стабильность цвета и прозрачности — предотвращает пожелтение и обесцвечивание изделий под воздействием света и тепла.
• Улучшает производственный процесс — снижает деградацию полимеров при переработке, таких как экструзия и литьё.
• Снижает затраты на обслуживание и замену — за счёт увеличения срока службы изделий уменьшается потребность в ремонте и замене.
Недостатки антиоксидантного мастербатча
• Дополнительные затраты — добавление антиоксидантного мастербатча может увеличить себестоимость продукции.
• Влияние на свойства конечного продукта — в некоторых случаях возможно изменение цвета или прозрачности изделия.
• Необходимость точной настройки состава — для достижения оптимальных результатов требуется точная дозировка мастербатча в формуле.
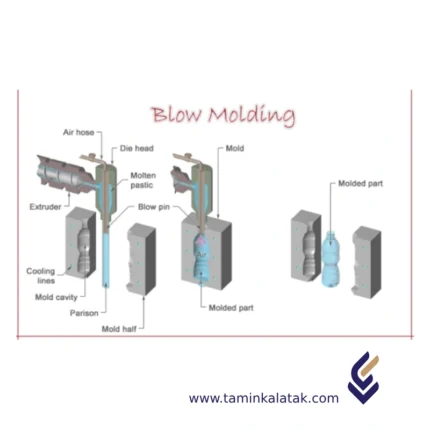
Выдувное формование
Выдувное формование – это метод производства полых пластиковых изделий путем раздувания нагретой пластиковой трубы (паризона или преформы) внутри формы, чтобы она приняла ее очертания.
📌 Этот процесс широко используется для производства бутылок, контейнеров и других полых изделий.
Виды выдувного формования
1. Непрерывное экструзионное выдувное формование (Continuous Extrusion Blow Molding, EBM)
Процесс:
🔹 Расплавленный пластик непрерывно экструдируется в форме трубки (паризона).
🔹 Форма захлопывается вокруг паризона и надувает его воздухом.
🔹 После охлаждения и затвердевания изделие извлекается.
2. Прерывистое экструзионное выдувное формование (Intermittent Extrusion Blow Molding, EBM)
📌 Включает два типа систем:
🔹 Система возвратно-поступательного шнека – шнек движется назад и вперед, накапливая пластик перед подачей в форму.
🔹 Система аккумуляторной головки – пластик сначала накапливается в камере, а затем выбрасывается одним движением.
3. Инжекционное выдувное формование (Injection Blow Molding, IBM)
Процесс:
🔹 Пластик сначала впрыскивается в форму для создания преформы (небольшой трубчатой заготовки с готовым горлышком).
🔹 Преформа перемещается во вторую форму, где ее раздувают воздухом.
🔹 Полученное изделие охлаждается и извлекается.
4. Инжекционно-растяжное выдувное формование (Injection Stretch Blow Molding, ISBM)
Процесс:
🔹 Аналогично IBM, но добавляется этап растяжения перед раздувом, что улучшает прочность и прозрачность изделия.
🔹 Преформа разогревается, растягивается в длину и затем раздувается.
5. Экструзионно-растяжное выдувное формование (Extrusion Stretch Blow Molding, ESBM)
Процесс:
🔹 Паризон экструдируется и зажимается в форме.
🔹 Затем он растягивается в длину и в ширину, прежде чем будет раздуваться.
Преимущества выдувного формования
✅ Экономически выгодное производство.
✅ Высокая скорость и эффективность.
✅ Возможность создания сложных форм.
✅ Легкие и прочные изделия.
✅ Широкий выбор материалов.
✅ Подходит для больших и малых изделий.
Недостатки выдувного формования
❌ Ограничено полыми формами.
❌ Высокие первоначальные затраты на оборудование и формы.
❌ Неравномерная толщина стенок.
❌ Слабые швы и точки напряжения.
❌ Менее точное, чем литье под давлением.
❌ Высокое потребление энергии.
Применение выдувного формования
Упаковочная промышленность:
Бутылки для напитков, косметики, фармацевтики и бытовой химии.
Автомобильная промышленность:
Топливные баки, воздуховоды, бачки омывателя и системы охлаждения.
Химическая и промышленная тара:
Бочки, канистры, контейнеры IBC и пульверизаторы.
Медицина и фармацевтика:
IV-бутылки, медицинские контейнеры и корпуса диагностических устройств.
Потребительские товары:
Игрушки, мебельные компоненты, бутылки для воды, емкости для моющих средств.
Строительная индустрия:
Водяные баки, септики, трубы и воздуховоды.
Сельское хозяйство:
Контейнеры для удобрений и пестицидов, лейки, компоненты для ирригации.
Выдувное формование – это ключевой процесс в производстве полых пластиковых изделий, который сочетает экономичность, скорость и широкий спектр применения.

суспензионный
Поливинилхлорид (ПВХ) в качестве суспензионной марки является одним из наиболее широко используемых термопластичных полимеров, производимых методом суспензионной полимеризации. Этот метод приводит к получению свободно текущих мелких частиц, которые могут быть переработаны в различные изделия. Суспензионный ПВХ (С-ПВХ) известен своей универсальностью, химической устойчивостью, долговечностью и экономической эффективностью, что делает его популярным выбором в различных отраслях.
Структура
Поливинилхлорид (ПВХ) суспензионной марки — это термопластичный полимер, производимый методом суспензионной полимеризации. В этом процессе мономер винилхлорида (ВХМ) диспергируется в воде с помощью суспендирующих агентов и полимеризуется с использованием инициаторов свободных радикалов. Полученная ПВХ-смола состоит из мелких, пористых и свободно текущих частиц с относительно высокой молекулярной массой, что делает её подходящей для широкого спектра применения. Структура полимера в основном состоит из повторяющихся единиц винилхлорида (–CH₂–CHCl–), образующих линейную полимерную цепь с различной степенью полимеризации. Суспензионный ПВХ широко используется для производства труб, фитингов, пленок, листов, а также жестких и гибких изделий благодаря отличным механическим характеристикам, долговечности и химической устойчивости. Свойства смолы, такие как размер частиц, пористость и насыпная плотность, могут быть настроены путем контроля условий полимеризации, что делает её универсальной для различных промышленных применений.
Свойства
Суспензионный ПВХ сочетает в себе отличные физические, механические и химические свойства, что делает его высоко универсальным для промышленного применения. Он представляет собой белый, свободно текущий порошок с насыпной плотностью от 0,45 до 0,65 г/см³ и размером частиц обычно от 50 до 250 микрон. Его высокая пористость способствует лучшему поглощению пластификаторов, что делает его подходящим как для жестких, так и для гибких изделий. Механически он обладает хорошей прочностью на растяжение, обычно в пределах от 40 до 60 МПа, и умеренной или высокой стойкостью к ударам, которую можно усилить добавками. Химически суспензионный ПВХ очень устойчив к кислотам, основаниям и многим химическим веществам, что обеспечивает его долговечность в агрессивных средах. Также он имеет низкое водопоглощение, что обеспечивает отличную размерную стабильность. Однако он подвержен деградации под воздействием УФ-излучения, требуя стабилизаторов для наружных применений. Эти свойства делают ПВХ суспензионной марки идеальным для производства труб, профилей, пленок и различных других жестких и гибких изделий.
Применение
- Строительная отрасль: Трубопроводы, фитинги, оконные профили, двери, кровельные листы
- Упаковочная промышленность: Пленки, листы, бутылки
- Автомобильная промышленность: Внутренние отделки, приборные панели, изоляция проводов
- Медицинский сектор: Трубки, кровяные пакеты, контейнеры для инфузий
- Электрические применения: Изоляция кабелей, покрытия
Преимущества
- Высокая долговечность и прочность — Идеально подходит для долговременного использования
- Отличная химическая устойчивость — Устойчив к кислотам, основаниям и маслам
- Экономичность — Более доступен по цене, чем другие полимеры
- Низкое водопоглощение — Обеспечивает размерную стабильность
- Легкость в переработке — Может быть формован, экструзирован и легко поддается обработке
- Настройка свойств — Свойства могут быть изменены с помощью добавок
Недостатки
- Деградация под воздействием УФ-излучения — Делается хрупким при длительном воздействии солнечного света
- Выделение токсичных газов — Выделяет вредные газы (HCl) при сжигании
- Проблемы с безопасностью — Некоторые пластификаторы, используемые в гибком ПВХ, могут представлять опасность для здоровья
- Не биоразлагаем — Вызывает экологические проблемы с утилизацией
- Ограниченная термостойкость — Может деформироваться при высоких температурах





