HDPE означает полиэтилен высокой плотности, который является одним из наиболее широко используемых материалов в мире и применяется в различных отраслях промышленности благодаря своим уникальным свойствам.
ЭКСТРУЗИЯ
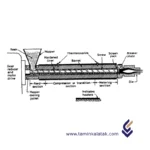
Процесс экструзии
Процесс экструзии в основном разработан для непрерывного преобразования мягкого материала в определенную форму. Сердцем этого процесса/производственного оборудования является шнековый конвейер. Он продвигает холодный пластиковый материал (в гранулированной или порошкообразной форме) вперед за счет действия винта и сжимает его, и, с помощью тепла от внешних нагревателей и трения вязкого течения, преобразует его в расплавленный поток (см. Рисунок 1). При этом он создает давление на материал, которое является самым высоким непосредственно перед тем, как расплавленный пластик попадает в фильеру. Сетчатый фильтр, состоящий из нескольких сеток с мелкой или крупной ячейкой, поддерживаемых опорной плитой и расположенных между шнеком и фильерой, отфильтровывает грязь и несплавленные куски полимера. Давление на расплавленный пластик проталкивает его через адаптер и в фильеру, которая определяет форму конечного экструдата.
Горячая экструзия
Горячая экструзия — это процесс горячей обработки, который выполняется выше температуры рекристаллизации материала, чтобы предотвратить наклеп и облегчить проталкивание материала через фильеру. Большинство процессов горячей экструзии выполняются на горизонтальных гидравлических прессах усилием от 230 до 11 000 метрических тонн. Давление колеблется от 30 до 700 МПа, поэтому требуется смазка, которой может быть масло или графит для низкотемпературной экструзии, или порошок стекла для высокотемпературной экструзии. Самым большим недостатком этого процесса является его стоимость оборудования и его обслуживания.
Холодная экструзия
Холодная экструзия — это процесс компрессионного формования проталкиванием, при котором исходный материал (заготовка/слиток) находится при комнатной температуре. Однако в процессе деформируемый материал подвергается деформационному нагреву (преобразованию работы деформации в тепло) до нескольких сотен градусов. Обычно пуансон используется для создания давления на заготовку, заключенную, частично или полностью, в неподвижную фильеру.
Преимущества экструзии:
- Экономически выгоден для крупносерийного производства с минимальными отходами.
- Универсален: Поддерживает различные материалы и формы.
- Настраиваемый: Добавки и гибкость дизайна.
- Стабильное качество и масштабируемое производство.
- Энергоэффективен и интегрируется с другими процессами.
Недостатки экструзии:
- Ограничения по материалам: Не все полимеры подходят.
- Высокие затраты на наладку: Оборудование и фильеры дороги.
- Изменчивость размеров: Усадка при охлаждении и раздутие фильеры.
- Ограничения по форме: Сложные конструкции затруднены.
- Проблемы контроля качества: Дефекты поверхности и несоответствия материала.
- Необходимость постобработки: Требуется резка, отделка или покрытие.
- Экологические проблемы: Энергопотребление и пластиковые отходы.
Применение экструзии
- Строительная индустрия
- Трубы и трубки (например, трубы из ПВХ, дренажные системы).
- Оконные и дверные профили (например, рамы из uPVC).
- Изоляционные материалы (например, пенопластовые плиты, уплотнители для защиты от атмосферных воздействий).
- Упаковочная индустрия
- Пластиковые пленки и листы (например, пищевая упаковка, термоусадочные пленки).
- Контейнеры и подносы.
- Автомобильная индустрия
- Уплотнения и прокладки.
- Изоляция проводов и кабелей.
- Внутренняя отделка и защитная оболочка.
- Товары народного потребления
- Соломинки, веревки и садовые шланги.
- Пластиковые профили для мебели или бытовой техники.
- Электротехника и электроника
- Покрытия проводов и кабелей.
- Кабелепроводы для электропроводки.
- Медицинская сфера
- Катетеры, трубки и другие профили медицинского назначения.
- Промышленное применение
- Конвейерные ленты и направляющие.
- Защитные футеровки для оборудования.
- Сельское хозяйство
- Ирригационные трубки и пленки.
- Покрытия для теплиц.
Экструзия полимеров является универсальным процессом, что делает его крайне важным в отраслях, требующих непрерывного производства пластиковых изделий по индивидуальному заказу.



Приложение
Таблицы данных
ЭКСТРУЗИЯ
| Продукты | Класс | Показатель текучести расплава (MFI) (г/10 мин) | Плотность (г/мм³) | Метод обработки | Application / Description | Description | Data Sheet | MSDS | Brochure |
|---|---|---|---|---|---|---|---|---|---|
| HDPE PE80 | Ex3 | 0.2–1.0 g/10 min (190°C/2.16 kg) | 0.94–0.96 | Экструзия, литье под давлением, выдувное формование, ротационное формование | Водопроводные и газовые трубы, резервуары для хранения химикатов, фитинги и кабелепроводы | ||||
| HDPE PE100 | CRP 100 B | 0.25–0.45 g/10 min (190°C/5 kg) | 0.947–0.960 | Экструзия, литье под давлением, выдувное формование | Трубы, фитинги, резервуары и промышленные применения | ||||
| HDPE PE100 | CRP 100 N | 0.20–0.45 g/10 minutes (190°C/5 kg) | 0.95–0.96 | Экструзия, литье под давлением, выдувное формование, ротационное формование | Трубы, фитинги, химические резервуары, промышленные применения | ||||
| Extrusion HDPE | HBM 4265 | 0.25–0.40 g/10 min (190°C/5 kg) | 0.950–0.960 g/cm³ | Экструзия | Трубы, защитные покрытия, кабелепроводы и промышленные приложения | ||||
| Extrusion HDPE | HBM 4261A | 0.20–0.40 g/10 min (190°C/5 kg) | 0.950–0.958 | Экструзия | Трубы, защитные покрытия, кабелепроводы и промышленные системы | HBM 4261A is a high molecular weight, high-density polyethylene with broad molecular weight distribution specially developed for producing automotive fuel tank. This grade, which is produced by 1-hexene co-monomer, offers a very good creep strength, good processability, excellent environmental stress cracking resistance (ESCR) and stiffness. HBM 4261A has been manufactured under Basell license. | |||
| Extrusion HDPE | HBM 5510 | 0.30–0.50 g/10 min (190°C/5 kg) | 0.950–0.960 | Экструзия | Трубы, защитные покрытия, кабелепроводы, промышленные приложения, инфраструктура | HBM 5510 is a high density polyethylene, specially developed for large parts blow molding. This grade, which is produced by 1-hexene as a co-monomer, offers high stiffness, good processability, excellent parison melt strength and good ESCR. HBM 5510 has been manufactured under Basell license. | |||
| HDPE PE80 | HEX4460 PE80+ | ~0.3–0.6 g/10 min (at 190°C and 2.16 kg load) | ~0.940–0.950 | Экструзия / Литье под давлением (опционально) | Водопроводные и газовые магистрали / Канализационные и дренажные системы / Ирригационные системы / Промышленные применения | HEX 4460 PE80+ is a high molecular weight, high-density polyethylene (HDPE) with high melt viscosity for extrusion. This grade, which is produced by 1-hexene co-monomer, is classified as PE 80+ and provides excellent stress crack resistance properties (ESCR) combined with very good long-term hydrostatic strength and good processability. | |||
| Extrusion HDPE | HBM 5520 | ~0.30–0.40 g/10 min (at 190°C and 2.16 kg load) | ~0.950–0.960 | Экструзия / Литье под давлением (опционально) | Пленки и листы / Трубы и трубки / Выдувное формование / Промышленные детали и фитинги | HBM 5520 is a high density polyethylene with medium molecular weight. This grade which is produced by 1-hexene as a co-monomer, offer excellent combination of toughness, stress cracking resistance, good mechanical properties and good processability. HBM 5520 is recommended for multipurpose blow molding process. HBM 5520 has been manufactured under Basell license. | |||
| Extrusion HDPE | HBM 5020 | ~0.20–0.50 g/10 min (at 190°C and 2.16 kg load) | ~0.950–0.960 | Экструзия / Литье под давлением (опционально) | Пленки и листы / Трубы и трубки / HBM 5020 / Промышленные компоненты / Потребительские товары | HBM 5020 is a high density polyethylene with broad molecular weight distribution, specially developed for small blow molded bottles. This grade which is produced by 1-hexene as a co-monomer, offer high stiffness, easy flow, very good ESCR, chemical resistance and sufficient impact strength. HBM 5020 is recommended for multipurpose blow molding process. HBM 5020 has been manufactured under Basell license. | |||
| HDPE PE100 | HMCRP100N (PE100) | ~0.25–0.35 g/10 min (at 190°C and 2.16 kg load) | ~0.945–0.955 | Экструзия / Литье под давлением (фитинги) / Выдувное формование и экструзия листов | Напорные трубы / Фитинги и аксессуары / Подземные трубопроводные системы / Высоконапорные транспортные системы | HM-CRP100N (PE100) is a natural pipe grade resin which is manufactured by suspension polymerization of ethylene monomer, HM-CRP100N(PE100) is a bi-modal high density polyethylene with 1-Butene as comonomer. | |||
| HDPE PE100 | PE100 Black | ~0.25–0.35 g/10 min (at 190°C and 2.16 kg load) | ~0.945–0.960 | Экструзия труб / Литье под давлением / Выдувное формование и экструзия листов | Напорные трубы / Газовые трубопроводы / Фитинги и аксессуары / Подземные трубопроводные системы / Ирригационные системы | HM-CRP100 Black is a black pipe grade resin (PE100) which is manufactured by suspension polymerization of ethylene monomer. HM-CRP100 Blue is a bi-modal high density polyethylene with 1-Butene as comonomer. | |||
| HDPE PE80 | HM-5010T2N(EX3) | ~0.15–0.25 g/10 min (at 190°C and 2.16 kg load) | ~0.940–0.950 | Экструзия / Литье под давлением (в некоторых случаях) / Выдувное формование | Напорные трубы / Фитинги и компоненты / Подземные трубопроводные системы / Системы с давлением | HM-5010T2N (EX3) is a pipe grade resin which is manufactured by suspension polymerization of ethylene monomer. HM-5010T2N (EX3) is a bi-modal high density polyethylene with 1-Butene as comonomer. |





